Fabricación de accesorios ranurados
-
-

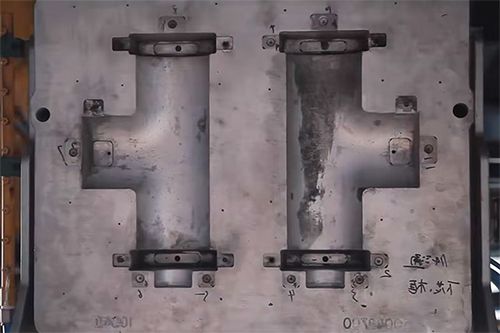
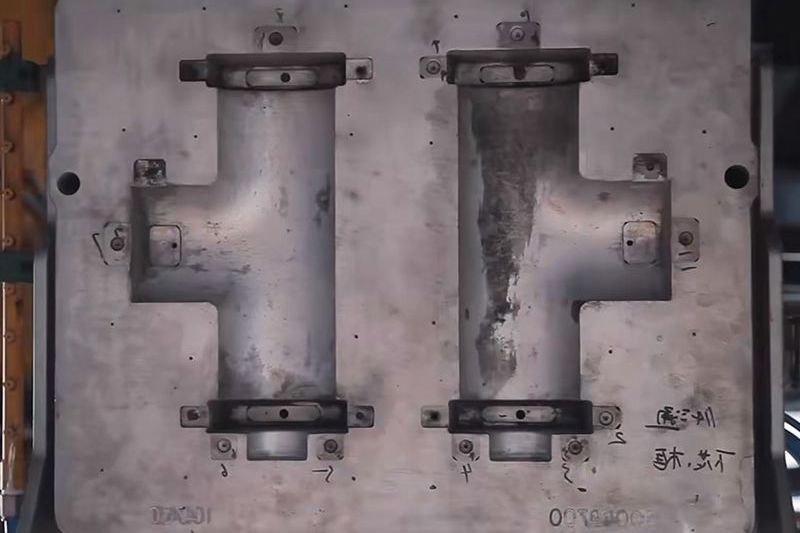
- Procesamiento de moldes Tenemos nuestro propio taller de procesamiento de moldes equipado con equipos de procesamiento alemanes importados, lo que permite una mayor precisión y velocidad de procesamiento y permite una producción rápida.
-
-
-

- Inventario de moldes Actualmente contamos con más de 6000 sets de moldes disponibles para la producción, que cubren casi todos los modelos y tamaños de accesorios ranurados.
-
-
-

- Fabricación de núcleosUn proceso de producción de núcleos de arena que se ajustan a la forma de la caja de núcleos. Se puede hacer manualmente o a máquina. Nuestra fábrica utiliza métodos de fabricación de núcleos de máquinas.
-
-
-

- Mezcla de arena Utilizamos la línea DISA para una mezcla de arena eficiente y de alta calidad, asegurando la calidad de los núcleos de arena y garantizando aún más la calidad de nuestros productos.
-
-
-

- Fusión Después del proceso de fusión, realizamos pruebas de carbono, silicio, manganeso, azufre y fósforo, los cinco elementos principales. Esto asegura la calidad del hierro fundido y nos permite controlar la calidad del producto desde la fuente.
-
-
-
- Línea de separación vertical
-
-
-

- Fundición Se vierte el hierro fundido en moldes de arena y se enfría para formar.
-
-
-

- Procesamiento Mecanizado de moldes CNC.
-
-
-

- Pulido Pulido de las rebabas de las partes negras.
-
-
-

- Almacén a la espera de envío
-
-
-

- Pintura en aerosol El proceso de pulverización térmica se puede dividir en cuatro pasos: pretratamiento de la superficie de la pieza de trabajo → precalentamiento de la pieza de trabajo → pulverización (spraying) → postratamiento del recubrimiento. La siguiente es una explicación paso a paso.
- Pretratamiento de la superficie: para garantizar una buena adherencia entre el recubrimiento y el material del sustrato, la superficie del sustrato debe limpiarse y desbastarse. El método de limpieza y rugosidad de la superficie depende de factores como los requisitos de recubrimiento, las condiciones del sustrato y las condiciones de construcción.
- Precalentamiento: el precalentamiento se realiza para eliminar la humedad en la superficie de la pieza de trabajo, aumentar la temperatura de la interfaz y mejorar la fuerza de unión entre el recubrimiento y el sustrato, reduciendo el agrietamiento del recubrimiento. Generalmente, la temperatura de precalentamiento se controla entre 60-120°C.
- Pulverización (spraying)
- Post-tratamiento de recubrimiento.
-










Pasos de inspección
- Garantía de origen Cada lote de materias primas debe pasar el control de calidad antes de que se le permita ingresar a la fábrica.
- Componentes fiables Todos los pernos y tuercas, juntas y materiales de embalaje deben ser revisados en la entrada.
- Alto nivel de proceso de fusión Cada forja de hierro fundido debe pasar por el análisis químico CE antes del proceso de fundición, lo que garantiza hierro fundido de alta calidad.
- Análisis de esferoidización Cada lote de pruebas debe garantizar que el nivel de esferoidización del hierro fundido sea al menos de nivel 3 o superior antes de que se le permita desconectarse.
- Comprobación metalográfica 100% doble comprobado, 100% seguro de esferoidización.
- Verificación de operaciones de producción El director del taller pertinente debe dar su aprobación antes de que pueda pasar al siguiente paso.
- Inspección de piezas negras La pieza individual debe pasar la verificación de las partes negras para garantizar que no haya agujeros de arena, ni inclusiones. Esto garantiza una alta calidad y cantidad.
- Pruebas de estanqueidad al aire Cada producto de instalación de tubería se presuriza e inspecciona individualmente.
- Inspección dimensional Se realiza una inspección diaria por muestreo aleatorio, lo que garantiza la calidad de cada lote.
- Pruebas de rendimiento mecánico La inspección por muestreo aleatorio se lleva a cabo siguiendo los estándares 3C/FM/UL. Diariamente se realizan pruebas de alta presión, presión estática y momento flector. No se produce ningún daño bajo la prueba de presión destructiva de 10MPa.
- Inspección visual del recubrimiento La inspección profesional de la calidad del recubrimiento garantiza la calidad de cada producto.
- Inspección 6S El equipo de patrulla 6S realiza una inspección aleatoria durante el desembalaje, al menos 3 veces por semana.